Подробная информация
- Подробная информация о продукте
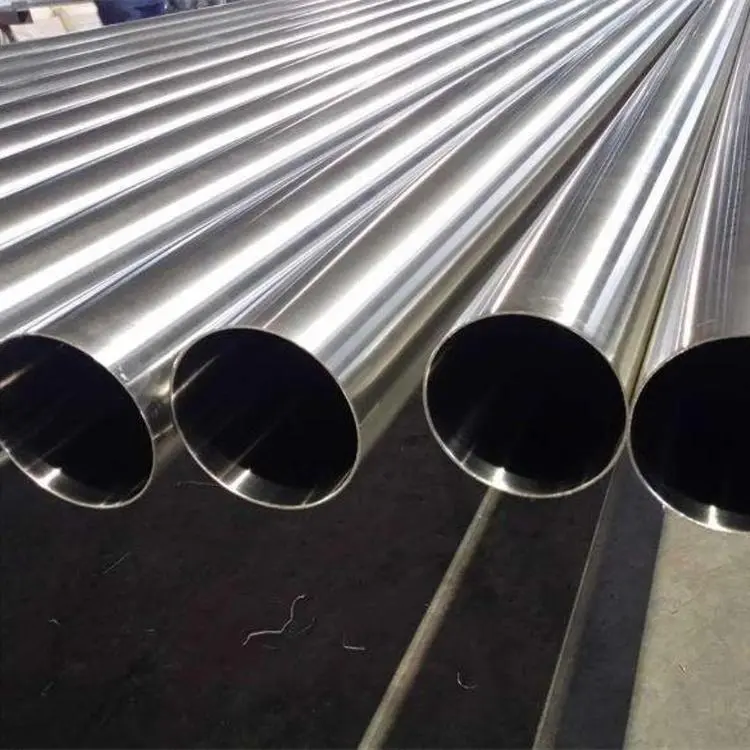
Трубка цилиндра, как правило, относится к honed трубки, представляет собой высокоточный стальной трубой материал, который обрабатывается холодной чертеж или горячей прокатки. Из-за отсутствия окисляющего слоя на внутренних и внешних стенках высокоточных стальных труб, высокого сопротивления давлению без утечки, высокой точности, высокой гладкости, холодной гибки без деформации, факельного сжигания, уплотнения без трещин и т.д., они в основном используются для производства продуктов пневматических или гидравлических компонентов, таких как баллоны или нефтяные баллоны, которые могут быть бесшовными трубами. Химические компоненты шлифовальной трубы включают углерод C, кремний Si, марганцевый мн, серу S, фосфор P и хром Cr.
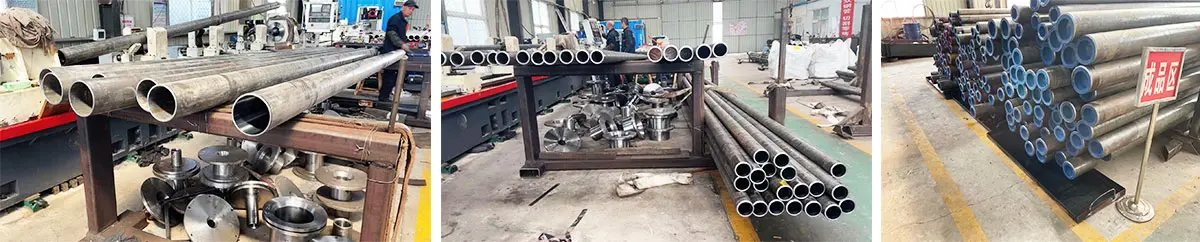
У нас 4 передовые линии по производству горячекатаных бесшовных стальных труб и 4 линии по производству холоднокатаных бесшовных стальных труб, которые могут производить стальные трубы различных спецификаций и материалов. Мы можем удовлетворить ваши разнообразные потребности, предоставить высококачественную продукцию и самые конкурентоспособные цены. Наша продукция хорошо продается в сотнях крупных и средних городов китая и экспортируется в индию, Таиланд, Вьетнам, Иран, турцию, бразилию, Египет и другие страны.
Общие материалы
- 10# сталь 0.07~0.13 0.17~0.37 0.35~0.65 0.035 ~ 0.035
20# сталь 0.17~0.23 0.17~0.37 0.35~0.65 0.035 ~ 0.035
# 35 сталь 0.32~0.39 0.17~0.37 0.35~0.65 0.035 ~ 0.035
# 45 сталь 0.42~0.50 0.17~0.37 0.50~0.80 ~ 0.35 ~ 0.35
Сталь 40cr 0.37~0.44 0.17~0.37 0.50~0.80
25млн сталь 0.22~0.2 0.17~0.37 0.70~1.00
Сталь 37Mn5 0.30~0.39 0.15~0.30 1.20~1.50 ~ 0.015 ~ 0.020
Основные преимущества
- Improve the surface roughness, and the roughness can basically reach around Ra ≤ 0.08 µ m.
- Correct roundness and ovality can be ≤ 0.01mm.
- Improve surface hardness to eliminate stress deformation, and increase hardness by HV ≥ 4 °.
- After processing, there is a residual stress layer, which increases the fatigue strength by 30%.
- Improve the quality of the fit, reduce wear, and extend the service life of the parts, but the processing cost of the parts is actually reduced.
Технология обработки данных
Трубка баллона обрабатывается методом прокатки. Поскольку поверхностный слой имеет остаточное давление, он помогает закрыть поверхностные микротрещины и блокирует расширение эрозии. Это повышает устойчивость поверхности к коррозии и может задержать образование или расширение усталостных трещин, тем самым повышая усталостную прочность покрытой оболочкой трубки.
При формовке под давлением на поверхности прокатки образуется холодный рабочий уплотняющий слой, снижающий эластичную и пластическую деформацию контактной поверхности шлифовальной пары, тем самым повышая износостойкость внутренней стенки шлифовальной трубы и избегая ожогов, вызванных шлифованием. После прокатки, снижение значения неровности поверхности может улучшить характеристики установки.
Принцип обработки при качении
Обработка при качении представляет собой процесс обработки под давлением, который использует холодные пластиковые характеристики металлов при комнатной температуре для нанесения определенного давления на поверхность изделия с помощью инструментов прокатки, что приводит к пластическому потоку поверхностного металла изделия и его наполнению в первоначальные остаточные небольшие вогнутые долины, тем самым снижая неровность поверхности изделия. Из-за пластиковой деформации прокатываемого поверхностного металла поверхностная структура является холодной закаленной, а зерно становится тонким, образуя плотную волокнистую структуру и остаточный стресс-слой. Улучшаются твердость и прочность, что повышает износостойкость, коррозионную стойкость и совместимость поверхности изделия. Прокатка — это нережущий пластиковый метод обработки.
Таким образом, этот метод позволяет одновременно достичь как конечных целей, так и целей укрепления, которые не могут быть достигнуты путем шлифования. Независимо от используемого метода обработки, уточненные и неровные метки инструмента всегда остаются на поверхности деталей, что приводит к скользящим пикам и долинам.